Development Of Process Control In Sheet Metal Forming

Sheet Metal Forming

Sheet Forming Process An Overview Sciencedirect Topics

Development Of Sheet Metal Corner Bend Conditions In Radan Software Http Www Vandf Co Uk Software Radan Software List Metalla Metalloobrabotka Mebel

Sheet Metal Forming An Overview Sciencedirect Topics

Take Sheet Metal To The Next Level Fusion 360 Tutorial Larslive 135 Sheet Metal Fusion Metal Bending
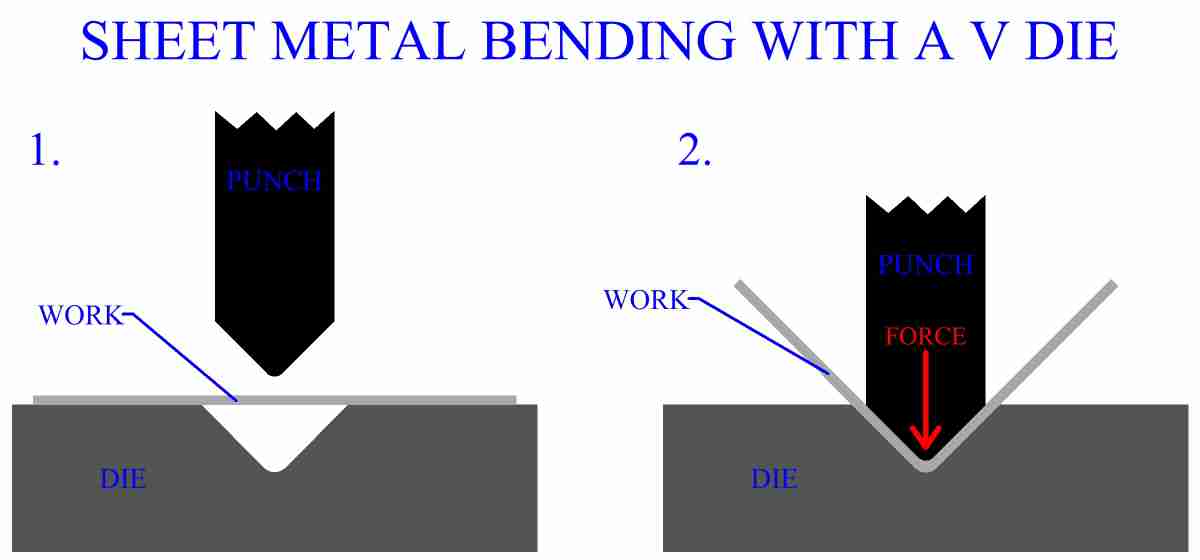
Sheet Metal Bending

This process involves the use of smooth rotating tool to carry out local sheet metal deformation without use of expensive die.
Development of process control in sheet metal forming.

A Review On Plastic Behavior Of Polymer Sheets And Forming Process Juniper Publishers Polymer Science Science Polymer

How To Unfold Radius Corners Advanced Sheet Metal Made Easy With Topsolid 7 Sheet Metal Metal Sheet Design Solidworks Tutorial

Progressive Die Design Strip Layout
Http Web Mit Edu 2 810 Www Files Lectures 2015 Lectures Lec6 Sheet Metal Forming 2015 Pdf

Shenchong Hydraulic Guillotine Shearmachine Qc11k With Pneumatic Sheet Support Device E21s Control System For The Sheet Metal Production Line Max Plate Thi
Chapter5 Sheet Metal Forming

Sheet Metal Form Tool Fusion 360 Tutorial Larslive 178 Sheet Metal Fusion Metal Forming

The 5s System In Lean Manufacturing Organizes A Shop Floor To Be More Effective And Efficient Sorting A Metal Fabrication Sheet Metal Fabrication Organization

We Combine Our Vast Knowledge Of Design And Manufacture With The Most Up To Date Technology Of Presswork And Toolmaking Thi Plant List Infographic Engineering

Difference Between Welding Discontinuity And Defect 4 Welding Discontinuities That Impact Only Appearance W Sheet Metal Fabrication Welding Metal Fabrication

Best Seller Scaffolding Walking Board Cold Roll Forming Machine Buy Cold Roll Forming Machine Scaffolding Walking Boar Cold Rolled Manufacturing Roll Forming

Roll Forming Line Light Architecture Metal Box Roll Forming

A Leading Manufacturer Of Sheet Metal Working Machines Has Standardized On Ac Drives From Control Techniques Metal Working Machines Metal Forming Metal Working

Manual Bead Roller With 6 Sets Of Dies Roller Metal Fabrication Metal Working

Face Mask Making Machine In 2020 Making Machine Machine Mask Film

Cost Estimating Sheet Metal Manufacturing And Fabricated Parts And Products Generally Consists Metal Manufacturing Construction Estimating Software Sheet Metal

Quality Control Chart Of Garments Industry Garment Industry Garment Manufacturing How To Dye Fabric
Slice Forming Machine In 2020 Ultrasonic Welding Machine Making Machine
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcq M0cin1dozammibmbah K1msxgohk86orzxm1vwzurfqm10zr Usqp Cau
Source : pinterest.com
